
 天天爆殺
天天爆殺  今日66折
今日66折 














《工具機應用設計》進入第二版,這是以龍門銑床搭配FANUC控制器為載具,詳述工具機主要功能與應用設計的專書,是業界實務使用最好的幫手,更被許多校系採為教科書,第一版非常熱銷,第二版加入部分內容,更為實用。
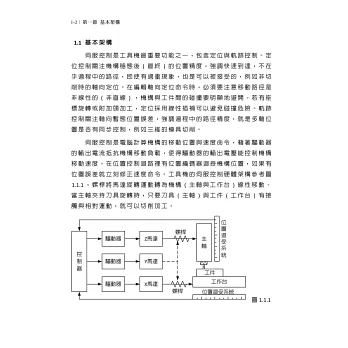
第一章,伺服控制:伺服控制是機電設備常見的功能,工具機的軌跡控制是伺服控制領域的頂尖技術。本章以數位控制理論為基礎,解說伺服參數的意義,藉著MATLAB模擬控制器功能與機器動作,分析預測機器動態行為。
第二章,進給機構設計:進給機構與主軸是工具機的關鍵性能指標,針對較複雜的設計做分析說明,使讀者明瞭性能優劣的原因。
第三章,溫升熱變位:解釋如何從機械設計抑制熱變位,如何建立熱補償模型,對於精密機械必備功能做詳盡解說。
第四章,臥式搪孔機的設計:與龍門銑床相比、搪孔機的主軸與旋轉工作台是主要的差異,解析常見問題、並提出解決方案。
第五章,軟體補償:以最低的成本提升機器精度,不乏高階工具機才有的特殊功能,例如幾何補誤差償與動態碰撞監控等。
第六章,問題的解決:作者以其自學經驗,將問題解決分為三階段,問題的思考、理論與定量分析、實驗量測等。
作者基於「優秀人才培訓需要有與工作相配合的教科書」的理念完成本書,因此以「邊看邊學邊做」的方式,整合實務與理論,期許台灣在技術發展上有進一步的獨創與發展。



 博客來
博客來 博客來
博客來 博客來
博客來 博客來
博客來 博客來
博客來